How to calculate your OEE productivity
If a company has a low productivity and we want to know how to calculate the OEE calculation of real production of lines and machines, we must pay attention to three fundamental factors of Production:
- Availability: machines are idle for too long.
- Performance: machines are not running at the expected speed.
- Quality: too many defective parts are manufactured.
The OEE doeet system calculates productivity through the OEE indicator.
OEE
But what is the OEE calculation?
OEE (Overall Equipment Effectiveness) is a percentage ratio used to measure the productive efficiency of industrial machinery and gives us the keys on how to calculate productivity. OEE has now become an international standard recognized by major industries around the world.
The advantage of the OEE calculation is that it encompasses in a single indicator the fundamental parameters of industrial production: Availability, Efficiency and Quality. Through the analysis of these three parameters we can know if what is missing up to 100% Productivity is due to Availability, Performance or Quality.
Availability
Availability is calculated by dividing the time the machine has been producing(Operating Time) by the time the machine could have been producing and did not. The time that the machine could have been producing(Planned Production Time) is the total time minus the periods in which it was not planned to produce.
Performance
The Yield or Efficiency is obtained by dividing the number of parts actually produced by the number of parts that could have been produced. The number of parts that could have been produced is obtained by multiplying the time in production by the production capacity or speed of the machine.
Quality
Quality is calculated by subtracting defective units from all units manufactured. Quality losses involve both losses due to poorly manufactured units and Productive Time losses, the time spent to manufacture the defective units. They may also include reprocessing time or the cost of disposing of or recycling defective units.
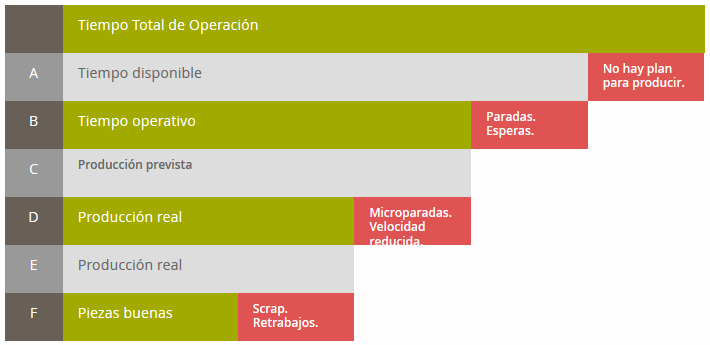
Loss on availability (B)
Machines are idle for too long: product changeover, breakdowns, no work order, no raw material.
Yield Losses (D)
Machines do not run at the desired speed: Low speeds due to problems with raw material, snagging, micro stoppages, lack of machine adjustment.
Quality Losses (F)
Too many defective parts are manufactured: defective raw material, poor machine adjustment, lack of quality control.
How to know your productivity through OEE calculation
Let’s look at a case study or example of how to calculate productivity and the OEE indicator in your company. Let’s make the OEE calculation of a production line, during an 8-hour shift, which has a production capacity of 5,000 pieces/hour.
As an example, we will consider that the line produces parts for only 5 hours (Availability 62.5%), that it produces an average of 3,750 parts/hour (Yield 75%), and that at the end of the shift it has produced 450 defective parts (Quality 97.6%):
Planned production |
Working time: 8 hours Machine speed: 5,000 pieces/hour Planned production: 40,000 pieces |
100% |
Availability |
Of the 8 hours of working time, we have only produced for 5 hours, due to stoppages, changes, breakdowns, lack of raw materials, etc. Production capacity drops to 25,000 pieces during the shift. |
62,5% |
Performance |
A change of raw material requires changing some parameters and reducing the speed of the machines to 3,750 pieces/hour. Actual parts produced during 5 hours: 18,750 units |
75% |
Quality |
In quality control, we reject 450 defective parts that are out of tolerance due to mold wear. Good parts manufactured: 18,300 units |
97,6% |
OEE |
A total of 18,300 good parts were produced during the shift, when the target was 40,000 parts. |
45,75% |
We now know that the causes of the drop in productivity are a 62.5% drop in availability, a 75% drop in performance and a 97.6% drop in quality.
Although each production parameter considered individually is insignificant, the OEE calculation drops to 45.75% and Productivity is only half of the planned production.
By knowing the value of these three productivity indicators, we can undertake improvement actions based on real data and make the right decisions to improve productivity. For example: controlling unjustified stoppages and breakdowns due to lack of maintenance, using the right raw materials or changing a mold that has been used a lot.
Once the actions have been carried out, we can review the calculation again to see if these actions have contributed to the improvement of OEE and the company’s productivity.
The OEE doeet system calculates productivity through the indicator OEE.With the productivity measurement software, we can analyze the information based on international productivity measurement parameters. OEE and KPI’s in real time and can find out why a higher productivity rate is not achieved.
doeet’s OEE Calculation analyzes all this data for you in real time.

Measure the overall efficiency of machines and operators in production and your productivity KPI’s.
The doeet OEE Calculation module allows you to know your actual productivity and which of the OEE indicators is affecting your production efficiency, when it occurs and for what reason.
Analyze the real evolution of your productivity indicators and compare them with your objectives. So you will be able to know if a drop in production is due to downtime or speed problems in the machines, or quality problems in the final product.
Do you need a MES MOM solution to digitize your factory?
Contact us and we will be happy to advise you.